Autor:
Charles Brown
Datum Stvaranja:
6 Veljača 2021
Datum Ažuriranja:
16 Svibanj 2024

Sadržaj
Zavarivanje TIG (Volfram Inert Gas) koristi volframovu elektrodu za zagrijavanje metala, dok argonski plin štiti zavarivanje od nečistoća. Ova tehnika proizvodi čist, kvalitetan zavar na većini metala, uključujući čelik, nehrđajući čelik, hrom-molibden čelik, aluminij, čelične legure s niklom, magnezijem, bakrom, mjedi, broncom i zlatom. Slijedite korake u nastavku da biste uključili i koristili svoj TIG aparat za zavarivanje.
koraci
Metoda 1 od 3: Postavljanje TIG aparata za zavarivanje
Stavite sigurnosnu opremu. Prije rukovanja bilo kojim strojem za zavarivanje obavezno ponesite zaštitne naočale, odjeću koja propušta vatru i zavarivačku masku sa zaštitom očiju.
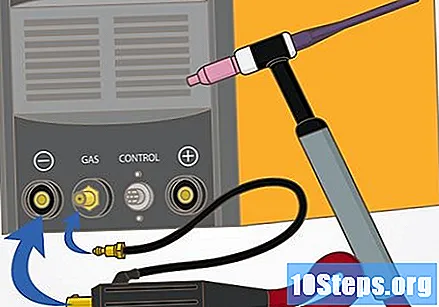
Spojite TIG baklju. Sve baklje TIG imaju keramičku mlaznicu za vođenje argona, bakreni čahur za držanje elektrode i sustav hlađenja. Za spajanje baklje na prednji dio aparata za zavarivanje koristite adapter u pakiranju dodatne opreme.
Spojite papučicu na stroj. Papučica se koristi za kontrolu temperature zavarivanja.
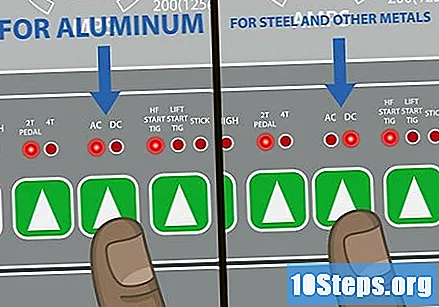
Odaberite polarizaciju. To ovisi o vrsti materijala koji zavarivate. Ako želite zavariti aluminij, postavite polarizaciju aparata za zavarivanje na izmjeničnu struju (AC). Međutim, ako ćete zavariti druge materijale, postavite aparat za zavarivanje na direktnu struju negativne elektrode (DCEN).- Ako stroj ima mogućnost promjene frekvencije, bit će potrebna neka podešavanja prema materijalu za zavarivanje. Kod aluminija stroj mora ostati na visokoj frekvenciji tijekom cijelog postupka zavarivanja. U slučaju čelika, frekvencija bi trebala biti visoka samo na početku zavara.
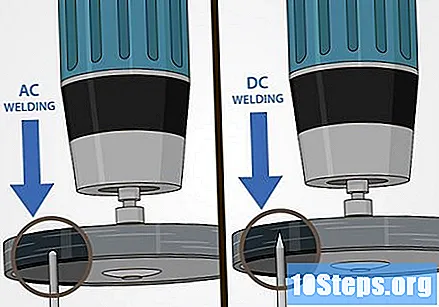
Oštriti volfram. Debljina metala za zavarivanje i električna struja faktori su koji određuju promjer volframove šipke. Oštrite u radijalnom smjeru duž opsega volframa, a ne izravno prema krajevima.- Upotrijebite brusilicu za oštrenje volframove elektrode. Naoštrite elektrodu tako da vrh bude u istom smjeru kao i rotacija štitnika.
- Pri zavarivanju naizmjeničnom strujom volfram ostavite zaobljenim; pri korištenju istosmjerne struje ostavite je s oštrom točkom.
- Ako ćete izvršiti zavarivanje fila, izoštrite elektrodu tako da ima tanki vrh od pet do šest milimetara.
Konfigurirajte protok plina. Za lemljenje koristite čisti argon ili smjesu, poput argona sa helijem. Uklonite plastični poklopac.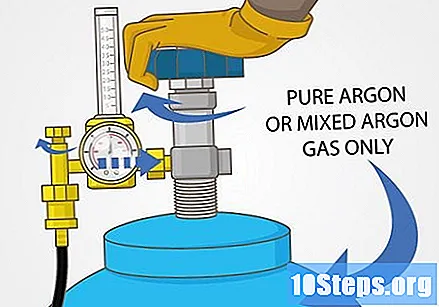
- Otvorite i zatvorite ventil za plin da biste uklonili nečistoću koja se nalazi u cjevovodu.
- Pričvrstite regulator plina, zatim zavijte maticu dok uvijate regulator; to činite sve dok regulator nije čvrsto pričvršćen.
- Zategnite regulator pomoću ključa; provjerite je li regulator ventila potpuno otvoren.
- Spojite crijevo za plin i mjerač protoka, a zatim otvorite ventil cilindra. Prilikom otvaranja ventila, pazite da to radite lagano, otvarajući ga malo po malo. Otvor za četvrtinu okreta obično je dovoljan.
- Potražite bilo kakva curenja duž cijevi; potražite bilo kakvu buku istjecanja ili upotrijebite sprej za otkrivanje istjecanja.
- Podesite protok plina kroz regulator ventila. Protok plina varira ovisno o projektu; mnogi koriste protok između 4 i 12 litara u minuti.
Konfigurirajte amperažu. Amperaža vam omogućava reguliranje kontrole koju ćete imati tijekom postupka zavarivanja.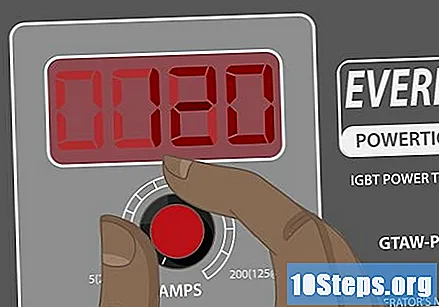
- Što je metal deblji za zavarivanje, veća je amperaža.
- Što ste koordiniraniji s papučicom, veća je amperaža.
- Ovdje su neke uobičajene proporcije, debljina materijala x struja: 1,6 mm, između 30 i 120 ampera; 2,4 mm, između 80 i 240 ampera; 3,2 mm, između 200 i 380 ampera.
Metoda 2 od 3: Zavarivanje metala
Očistite metal koji treba zavariti. Površina mora biti očišćena od nečistoća.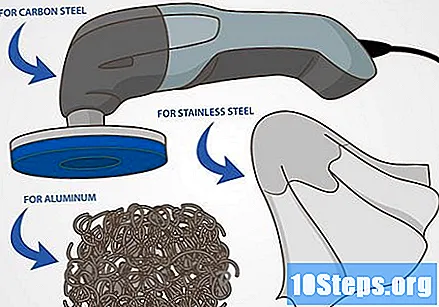
- Ako radite s ugljičnim čelikom, uz pomoć brusilice održavajte materijal čistim.
- Za aluminij je najbolje proći četkom od nehrđajućeg čelika.
- Za nehrđajući čelik očistite područje zavara s nekim otapalom na krpu. Prije početka zavarivanja obavezno pohranite otapalo i druge kemikalije na sigurno mjesto.
Umetnite volfram u njegovu utičnicu. Otpustite stražnji dio elektrode stezaljke, umetnite volframovu elektrodu i ponovo pričvrstite stražnji dio. Moguće je da je elektroda najmanje 6 mm izvan stezaljke.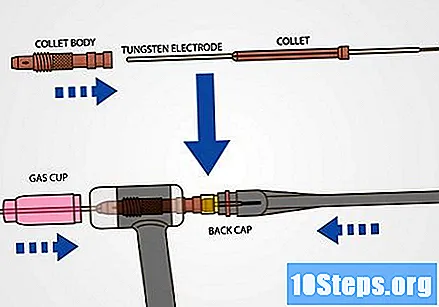
Pridružite se dijelovima koji će biti jedini. Spojite dijelove pomoću C nosača ili željeznog kvadrata.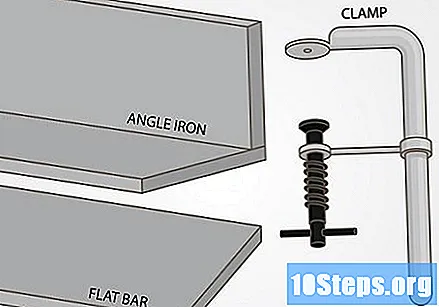
Spojite komade pomoću kapaljki za lemljenje. To će vam pomoći da dijelove držite zajedno dok završite zavarivanje. Ostavite nekoliko centimetara između kapi za zavarivanje.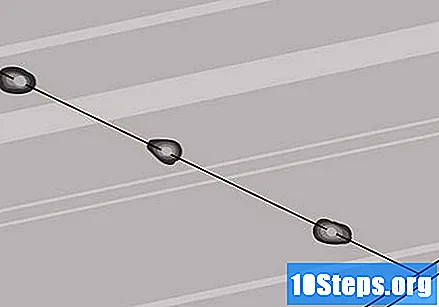
Držite TIG baklju. Obavezno držite pod kutom od 75 stupnjeva i malo više od 6 mm od dijela.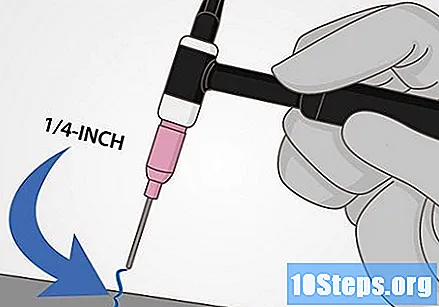
- Ne dopustite da volfram dodiruje bazen zavarivanja, jer će u suprotnom onečistiti materijal.
Vježbajte kontrolu temperature pomoću papučica. Bazen zavara treba biti širok 6 mm. Važno je održavati spremnik zavarivanja jednake veličine kako bi linija zavarivanja bila konzistentna.
Drugom rukom držite štap za punjenje lemljenja. Držite je pod kutom od 15 stupnjeva prema dijelu.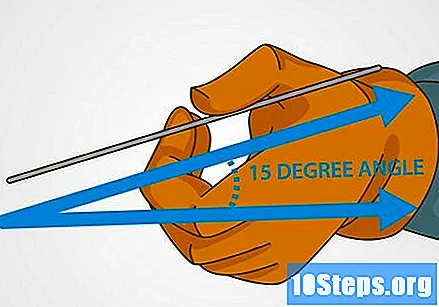
Koristite TIG baklju za zagrijavanje osnovnog metala. Temperatura električnog luka stvorit će lonac rastaljenog metala. Upravo se u toj lokvi nalazi zavarivanje.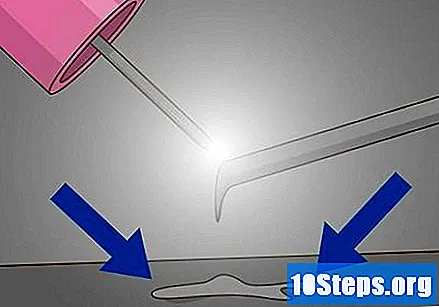
- Kad bazen zavara okruže dva komada metala, dodajte materijal za punjenje malo po malo, kako ne bi došlo do aglutinacije.
- Šipka za ispunu stvorit će ojačani sloj za vaš zavar.
Pomoću luka za zavarivanje pomaknite bazen za zavarivanje u željenom smjeru. Za razliku od MIG zavarivanja, gdje bazar zavarivate tamo gdje je baklja usmjerena, kod TIG zavarivanja gurnete lokvu u suprotnom smjeru od baklje.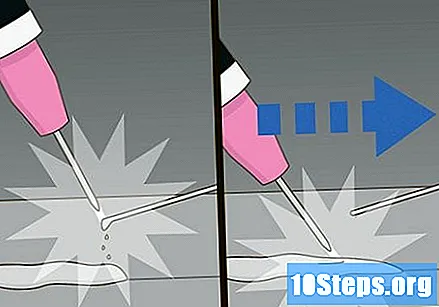
- Da biste zamislili pokret koji ćete izvoditi, zamislite lijevu osobu koja koristi olovku. Dok bi desničarska osoba pisala povlačenjem olovke, pod kutom udesno (poput MIG zavara), lijeva osoba će olovku naginjati ulijevo, ali će i dalje olovku povlačiti udesno.
- Nastavite napredovati bazen za zavarivanje sve dok cijelo željeno područje ne zavari. Eto, napravili ste TIG zavarivanje!
Metoda 3 od 3: Učenje različitih vrsta zavarivanja
Pokušajte s valom za filete. Pridržavajte se pravila zavarivanja u TIG-u prilikom izrade zavarivača. Ova vrsta zavara sastoji se od spajanja dvaju metala pod danim kutom. Kut između komada trebao bi biti između 45 i 90 stupnjeva; da biste izveli zavarivanje, napravite lonac za zavarivanje u kutu, između dijelova. Zavarni sloj treba izgledati kao trokut ako se gleda sa strane (ili s presjeka).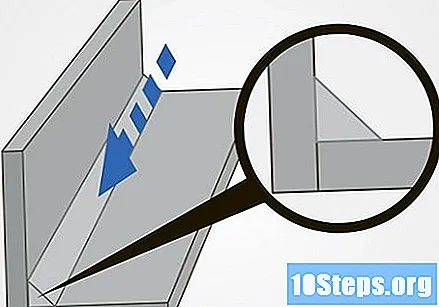
Nadmoćni zavar. Jedan komad ostavite preklapajući drugi, a zatim napravite bazen za zavarivanje tamo gdje se komadi sastaju. Kad se dva metalna dijela sjedine, dodajte materijal za punjenje u lonac.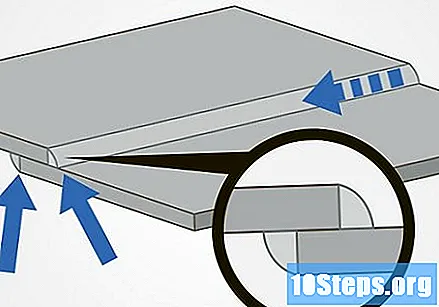
Napravite T zavar s dva komada. Nagnite baklju do točke kad izravno zagrijava područje zavara. Kad produžite elektrodu iz keramičkog konusa, držite kratki luk. Stavite šipku za punjenje na mjesto gdje se dva dijela sastaju.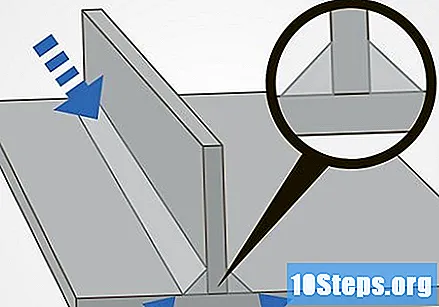
Kutni zavar. Započnite zavarivanje na mjestu na kojem se dva komada sastaju. Bazen zavarivajte na spoju dva komada. Trebat će vam značajna količina materijala za punjenje kako biste izveli kutni zavar jer se dijelovi neće preklapati.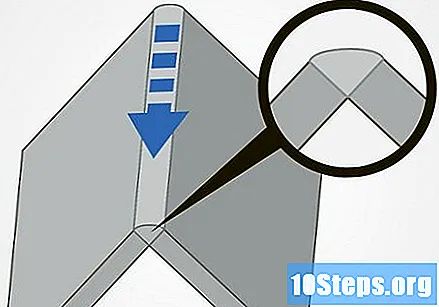
Stvorite stražnji zavar. Napravite bazen zavarivanja točno na mjestu spajanja dvaju metalnih komada. Ova vrsta zavarivanja je teža, jer se dijelovi ne preklapaju. Kada završite sastavljanje komada, spustite lanac zavarivačkog lanca da biste napunili krater koji će se formirati.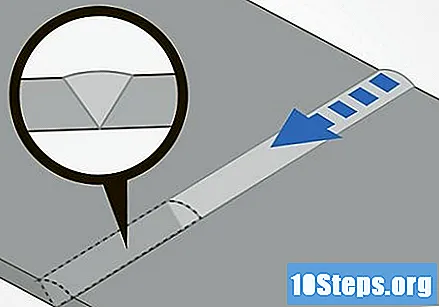
Upozorenja
- Ne koristite argon pomiješan sa CO2 u TIG zavarivanju. CO2 je aktivni plin koji će uništiti volframovu elektrodu.
- Koristite masku za zavarivanje s zamračenim zaslonom, pogodnu za zavarivanje.
- Nosite suhe, izolacijske rukavice prije pokretanja aparata za zavarivanje.
- Pod maskom za zavarivanje nosite zaštitne naočale sa bočnom zaštitom.
- Nosite ojačanu odjeću i čizme ojačane vatrom tijekom rukovanja strojem za zavarivanje.
Savjet
- Ako je metal koji je zavaren čist, tijekom postupka zavarivanja neće nastati iskre.
- TIG zavarivanje može se obaviti u svim položajima, vodoravno, okomito, pa čak i iznad glave.
- Tajna zavarivanja TIG-a je u bazenu zavara, koji je formiran od aditivnog materijala i metala koji se zavari.
- Zavarivanje TIG-om ne stvara dim ili paru. Ako se tijekom zavarivanja pojavi neki dim ili para, to je znak da trebate bolje očistiti metal koji je zavaren.
- U TIG zavari nema šljake; prema tome, vaš pogled na zavareni bazen neće biti ometan.
- Ako se rezervoar za plin bliži kraju, povećajte protok argona, jer plinska smjesa nije tako čista na kraju spremnika.


